
 全国客户服务热线:
全国客户服务热线:
18816812401
热门搜索:壁挂炉生产线 非标专机 厨房电器生产 电脑电视生产 冰箱冷柜生产
|
|
产品分类Product categories
联系我们
东莞市蓝鑫设备有限公司
传真及电话:0769-82559580
曹先生:18816812401
陶先生:18825392920
邮 箱:518@126.com
地址:广东省东莞市常平填

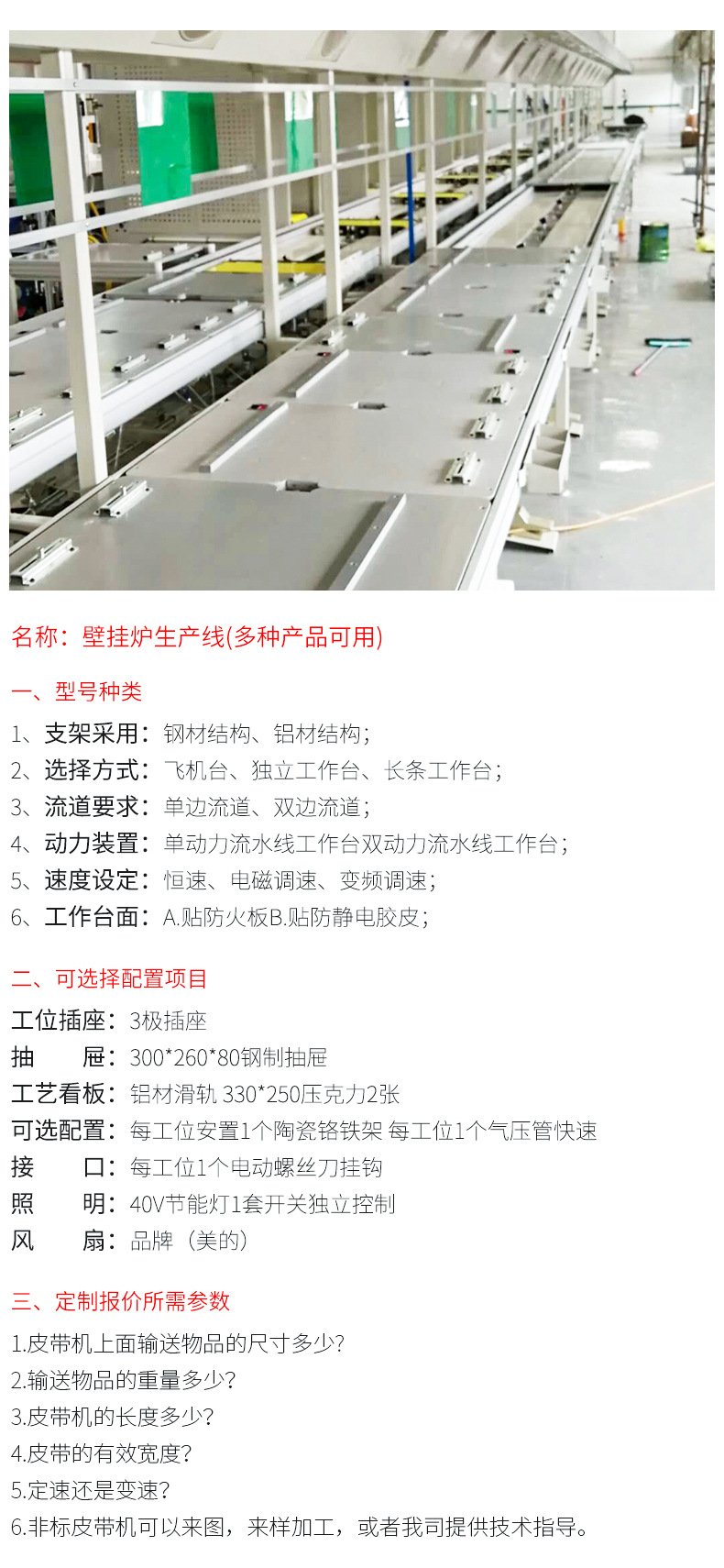
壁挂炉家用电器生产线
文章来源:http://www.cnlxi.com/bglscxxl/58.html 发表时间:2019-12-18









A、输送带在设备上某一部位单方跑偏
(1)、输送机架弯曲所致,应检查弯曲部位,调整直线度和水平度。
(2)、跑偏部位以前的几个托辊与输送带运行方向不垂直,应加以调节。
(3)、托辊上有块状附着物。需及时清除并安装刮板和其他清扫装置。
(4)、托辊转运不良、需搞好保养,加强润滑。
(5)、辊筒的中心偏移或粘有物料,要调整辊筒中心、安装刮板、去掉块状附着物。
(6)、投料装置位置不合适,需校正投料装置的位置。
B、输送带的特定部位在机体全长范围上跑偏
(1)、输送带接头弯曲,应修理接头,改善接头附近带体直线度。
(2)、输送带本身直线度不足,使用自动调中心辊(局部的轻微直线度不足在负载转数日
适应后能自行校正,少数情况下,需要修正或修理),安装在靠近尾轮返回一侧,以使物料在中央部位运载。
C、输送带全体跑偏
(1)、输送机机架弯曲,应检查调整输送机全长范围的直线度和水平度。
(2)、物料装载位置不正,即物料块在输送带上左右不均,重量不平衡,应改进投料位置。
(3)、有时跑偏,有时不跑偏,一般是由于风的原因引起的,应安装防风罩和自调中心辊。
(4)、一侧托辊下降所致。应把左右托辊调到一个高度。
相关标签:壁挂炉生产线,壁挂炉家用电器生产线价格,壁挂炉家用电器生产线批发
来源:http://www.cnlxi.com/bglscxxl/58.html
发布时间:2019-12-18




